







ООО "Траконта" 54031 Украина, г. Николаев, ул. Электронная 81/4, E-mail: trakonta@gmail.com Tel: +380512714945; Mob, Viber: +380503180260

ООО "Траконта"
Электрогидроимпульсная технология очистки литья
Электрогидроимпульсная технология очистки литья


Электрогидроимпульсная технология очистки литья
Метод электрогидравлической очистки как черного, так и цветного литья позволил решить множество проблем, связанных с этой наиболее трудоемкой, немеханизированной и вредной для здоровья технологической операцией современного машиностроения.
Применение электрогидравлического способа для очистки отливок от стержней и формовочных смесей полностью устраняет ручной труд и пылеобразование на участках очистки литья, улучшает условия труда в литейных цехах, позволяет высвободить от тяжелого и вредного труда тысячи рабочих.
Все действующие электрогидравлические установки для очистки литья принципиально однотипны и отличаются друг от друга лишь по способу загрузки, выгрузки и перемещения отливок: тупиковые — при загрузке и выгрузке с одной и той же стороны; проходные — при загрузке и выгрузке с разных сторон (используются в основном для очистки мелких изделий, изготовляемых по выплавляемым моделям) и конвейерные установки. Эти установки предназначены для очистки отливок массой от 25 до 5000 кг и более с расходом электроэнергии от 5 до 25 кВт-ч/т и средней производительностью от 1 до 15 т/ч.
Принципиальное электрогидравлическое устройство для очистки литья содержит рабочую заземленную ванну, являющуюся отрицательным электродом, с размещенными в ней подвижными или неподвижными положительными электродами. При этом искровой разряд может осуществляться как между положительным электродом и дном ванны, так и между положительным электродом и очищаемым изделием. Возникающие в рабочей камере электрогидравлические удары производят работу по очистке отливок от стержней и формовочных смесей.
Применение электрогидравлического способа для очистки отливок от стержней и формовочных смесей полностью устраняет ручной труд и пылеобразование на участках очистки литья, улучшает условия труда в литейных цехах, позволяет высвободить от тяжелого и вредного труда тысячи рабочих.
Все действующие электрогидравлические установки для очистки литья принципиально однотипны и отличаются друг от друга лишь по способу загрузки, выгрузки и перемещения отливок: тупиковые — при загрузке и выгрузке с одной и той же стороны; проходные — при загрузке и выгрузке с разных сторон (используются в основном для очистки мелких изделий, изготовляемых по выплавляемым моделям) и конвейерные установки. Эти установки предназначены для очистки отливок массой от 25 до 5000 кг и более с расходом электроэнергии от 5 до 25 кВт-ч/т и средней производительностью от 1 до 15 т/ч.
Принципиальное электрогидравлическое устройство для очистки литья содержит рабочую заземленную ванну, являющуюся отрицательным электродом, с размещенными в ней подвижными или неподвижными положительными электродами. При этом искровой разряд может осуществляться как между положительным электродом и дном ванны, так и между положительным электродом и очищаемым изделием. Возникающие в рабочей камере электрогидравлические удары производят работу по очистке отливок от стержней и формовочных смесей.
Существует шесть основных типов установок для электрогидравлической очистки литья:
1) ванного типа—для очистки крупного литья массой до 50 т при мелкосерийном производстве;
2) конвейерного типа — для очистки мелкого и среднего литья массой до 1 т при крупносерийном производстве;
3) барабанного типа — для очистки мелкого литья при массовом выпуске отливок, сходных по массе и размерам;
4) типа «швабра» — для индивидуальной очистки очень крупных отливок массой более 50 т без погружения их в воду;
5) автоматического типа — для очистки небольших по размеру и массе, но сложных по конфигурации изделий в массовом производстве;
6) мониторного типа — для замены гидромониторных установок обычной очистки литья.
Каждый тип установки рассчитан на выполнение определенных задач и не является универсальным. В установках первых пяти типов используют принцип механического действия мощных электрогидравлических ударов, интенсивно отслаивающих все виды формовочных земель и составов от поверхности отливок и разрушающих стержни всех типов в этих отливках. Работа установок 6-го типа основана на использовании импульсной абразивной струи, выбрасываемой мощным электрогидравлическим насосом импульсного действия. В отличие от установок первых пяти типов, слабо удаляющих пригар и поверхностную пленку окалины, установки мониторного типа легко удаляют пригар и пленку окалины вплоть до снятия слоя металла с отливки.
1) ванного типа—для очистки крупного литья массой до 50 т при мелкосерийном производстве;
2) конвейерного типа — для очистки мелкого и среднего литья массой до 1 т при крупносерийном производстве;
3) барабанного типа — для очистки мелкого литья при массовом выпуске отливок, сходных по массе и размерам;
4) типа «швабра» — для индивидуальной очистки очень крупных отливок массой более 50 т без погружения их в воду;
5) автоматического типа — для очистки небольших по размеру и массе, но сложных по конфигурации изделий в массовом производстве;
6) мониторного типа — для замены гидромониторных установок обычной очистки литья.
Каждый тип установки рассчитан на выполнение определенных задач и не является универсальным. В установках первых пяти типов используют принцип механического действия мощных электрогидравлических ударов, интенсивно отслаивающих все виды формовочных земель и составов от поверхности отливок и разрушающих стержни всех типов в этих отливках. Работа установок 6-го типа основана на использовании импульсной абразивной струи, выбрасываемой мощным электрогидравлическим насосом импульсного действия. В отличие от установок первых пяти типов, слабо удаляющих пригар и поверхностную пленку окалины, установки мониторного типа легко удаляют пригар и пленку окалины вплоть до снятия слоя металла с отливки.
Рассмотрим установку ванного типа для электрогидравлической очистки литья. В заглубленной до уровня пола ванне необходимого объема, недалеко от ее дна, установлена сменная решетка, загружаемая вплотную в один слой изделиями, подлежащими очистке. Пока одна решетка с изделиями чистится в ванне, вторая — выгружается, а третья — загружается изделиями и готовится к погружению в ванну. Все процессы выгрузки, погрузки и перемещения решеток совершаются средствами обычной цеховой механизации и никаких дополнительных устройств не требуют. Для загрузки каждой решетки изделия подбираются группами по высоте так, чтобы колебания высоты не превышали 50—100 мм. При размещении изделий на решетке необходимо предусмотреть, чтобы наибольшие отверстия изделий оказались бы снизу (лежащими на решетке) и через них могли бы беспрепятственно высыпаться на дно ванны отстающая формовочная земля и куски стержней.
Над ванной размещается перемещающийся над нею портал или кронштейн с кареткой, на котором укреплены электроды. Разряды с электродов, следуя на отливки, лежащие на заземленной решетке, погруженной в ванну, создают электрогидравлические удары, очищающие литье. Электродов на портале или кронштейне может быть много (когда ванна широка или формовочный состав особо прочен) или только один, но тогда этому электроду, кроме прямого поступательного движения вместе с порталом вдоль ванны, придают периодическое (вправо — влево) перемещение или покачивание поперек ванны. Разрушение слоя формовочной земли, покрывающей отливку, осуществляется прежде всего действием кавитационных гидравлических ударов, возникающих при захлопывании полостей. Основные гидравлические удары, возникающие при расширении полостей, играют вспомогательную роль, удаляя с очищаемой поверхности уже отбитую формовочную землю или отслаивая снизу уже растрескавшиеся ее слои.
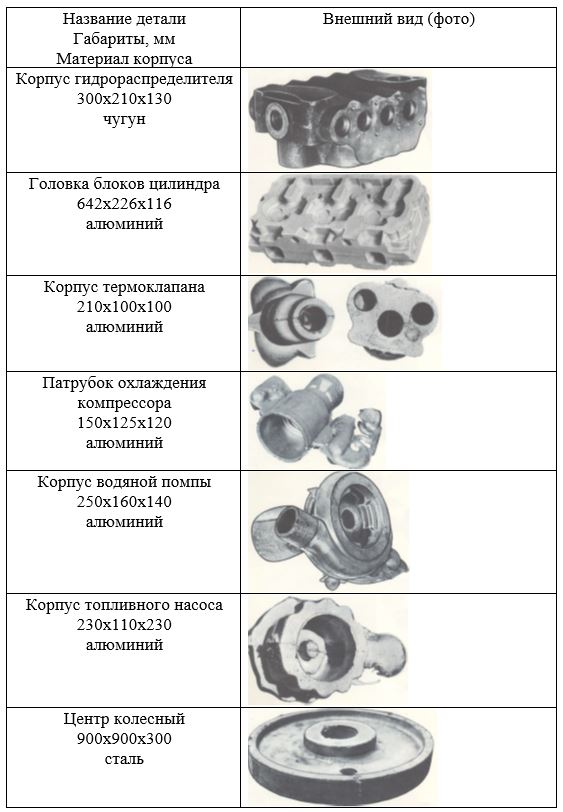
Установки автоматического типа предназначены для электрогидравлической очистки изделий, выпускаемых большими партиями и обладающих рядом особенностей, делающих их очистку обычными средствами трудной или дорогостоящей. В качестве примера могут быть названы отливки крыльчатки автомобильного центробежного насоса с их сложными криволинейными внутренними полостями, электрогидравлическая очистка которых выполняется за 5—6 с и может быть автоматизирована.
Электрогидравлические установки мониторного типа могут с успехом заменить существующие менее производительные, установки для обычной гидроочистки литья. При этом замене подлежит лишь меньшая часть установки: гидромониторы обычной установки гидроочистки литья заменяются на электрогидравлические мониторы. Импульсная струя периодически выбрасывается из удлиненного сопла такого монитора и встречает на своем пути преграду, состоящую из старой формовочной земли и другого абразивного материала, постоянно и автоматически поступающего из бункера, который размещен над соплом монитора.
Над ванной размещается перемещающийся над нею портал или кронштейн с кареткой, на котором укреплены электроды. Разряды с электродов, следуя на отливки, лежащие на заземленной решетке, погруженной в ванну, создают электрогидравлические удары, очищающие литье. Электродов на портале или кронштейне может быть много (когда ванна широка или формовочный состав особо прочен) или только один, но тогда этому электроду, кроме прямого поступательного движения вместе с порталом вдоль ванны, придают периодическое (вправо — влево) перемещение или покачивание поперек ванны. Разрушение слоя формовочной земли, покрывающей отливку, осуществляется прежде всего действием кавитационных гидравлических ударов, возникающих при захлопывании полостей. Основные гидравлические удары, возникающие при расширении полостей, играют вспомогательную роль, удаляя с очищаемой поверхности уже отбитую формовочную землю или отслаивая снизу уже растрескавшиеся ее слои.
Установки автоматического типа предназначены для электрогидравлической очистки изделий, выпускаемых большими партиями и обладающих рядом особенностей, делающих их очистку обычными средствами трудной или дорогостоящей. В качестве примера могут быть названы отливки крыльчатки автомобильного центробежного насоса с их сложными криволинейными внутренними полостями, электрогидравлическая очистка которых выполняется за 5—6 с и может быть автоматизирована.
Электрогидравлические установки мониторного типа могут с успехом заменить существующие менее производительные, установки для обычной гидроочистки литья. При этом замене подлежит лишь меньшая часть установки: гидромониторы обычной установки гидроочистки литья заменяются на электрогидравлические мониторы. Импульсная струя периодически выбрасывается из удлиненного сопла такого монитора и встречает на своем пути преграду, состоящую из старой формовочной земли и другого абразивного материала, постоянно и автоматически поступающего из бункера, который размещен над соплом монитора.
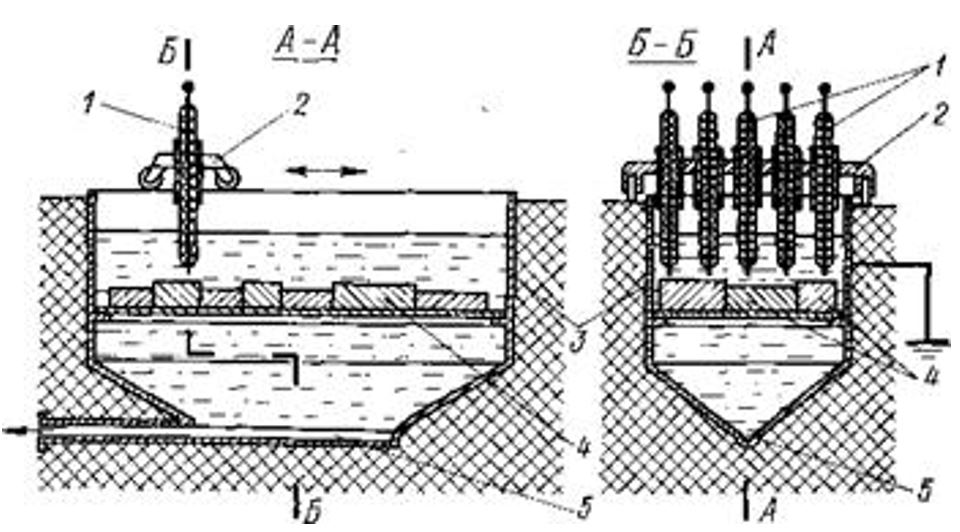
Установка ванного типа для электрогидравлической очистки литья:
1— электроды; 2 — подвижная каретка; 3— корпус ванны;
4 — очищаемые отливки; 5 — лоток трубопровода
1— электроды; 2 — подвижная каретка; 3— корпус ванны;
4 — очищаемые отливки; 5 — лоток трубопровода
Двигаясь по соплу, струя увлекает абразивный материал за собой и с силой выбрасывает его на отливку. В результате отливка интенсивно освобождается от формовочной земли, пригара и других загрязнений.
Для очистки мелких изделий сложной конфигурации массой до 10 кг значительный интерес представляет очистка методом «воздушной кавитации». Конвейерные установки для электрогидравлической очистки изделий этим методом выполняют в виде ванны с электродами, размещенными неглубоко под поверхностью воды. Сетчатый конвейер, несущий изделия, проходит как под электродами, где изделия очищаются общим для всех типов установок действием электрогидравлических ударов, так и над слоем воды, где изделия очищаются методом «воздушной кавитации». При этом вылетающие вверх массы жидкости, ударяясь об изделия, очищают их поверхность от разного рода покрытий или загрязнений, а удары масс воды интенсивно переворачивают мелкие изделия, подставляя их неочищенными сторонами под новые удары воды, выбрасываемой электрогидравлическими ударами.
Для повышения эффективности очистки этим методом рационально использовать способ утяжеления жидкости или ввести в состав жидкости какой-либо абразив.
Электрогидравлическая очистка может быть рекомендована не только для обычного или прецизионного литья, но и для очистки материалов от самых разнообразных загрязнений (например, масложировых). Очистку здесь следует вести в ванне, заполненной каким-либо «мягким абразивом» (древесными или пластмассовыми опилками, которые, интенсивно перемещаясь вместе с жидкостью при каждом электрогидравлическом ударе, эффективно очищают изделия или объекты).
Для очистки мелких изделий сложной конфигурации массой до 10 кг значительный интерес представляет очистка методом «воздушной кавитации». Конвейерные установки для электрогидравлической очистки изделий этим методом выполняют в виде ванны с электродами, размещенными неглубоко под поверхностью воды. Сетчатый конвейер, несущий изделия, проходит как под электродами, где изделия очищаются общим для всех типов установок действием электрогидравлических ударов, так и над слоем воды, где изделия очищаются методом «воздушной кавитации». При этом вылетающие вверх массы жидкости, ударяясь об изделия, очищают их поверхность от разного рода покрытий или загрязнений, а удары масс воды интенсивно переворачивают мелкие изделия, подставляя их неочищенными сторонами под новые удары воды, выбрасываемой электрогидравлическими ударами.
Для повышения эффективности очистки этим методом рационально использовать способ утяжеления жидкости или ввести в состав жидкости какой-либо абразив.
Электрогидравлическая очистка может быть рекомендована не только для обычного или прецизионного литья, но и для очистки материалов от самых разнообразных загрязнений (например, масложировых). Очистку здесь следует вести в ванне, заполненной каким-либо «мягким абразивом» (древесными или пластмассовыми опилками, которые, интенсивно перемещаясь вместе с жидкостью при каждом электрогидравлическом ударе, эффективно очищают изделия или объекты).
Технология позволяет:
- удалить стержневые и песчаные смеси практически любой прочности;
- исключить операции по тонкой очистке отливок;
- снизить запыленность отсека зачистки в 10-12 раз;
- устранять причины профессиональных заболеваний;
- снизить остаточные напряжения в отливках без термической обработки;
- освободить операционные площади.
Область применения: массовое, крупносерийное, серийное и штучное литейное производство.
Максимальные габаритные размеры обрабатываемых отливок, мм:
12,000x7,000x3,800
Производительность при выбивании стержней из отливок, т / ч:
для чугуна, стального литья до 18;
для алюминиевых отливок до 6.
Технологический процесс экологически безопасен.
Установки управляются с пультов дистанционного управления и работают как в автоматическом, так и в полуавтоматическом режиме.
Установка по очистке литья в работе
- удалить стержневые и песчаные смеси практически любой прочности;
- исключить операции по тонкой очистке отливок;
- снизить запыленность отсека зачистки в 10-12 раз;
- устранять причины профессиональных заболеваний;
- снизить остаточные напряжения в отливках без термической обработки;
- освободить операционные площади.
Область применения: массовое, крупносерийное, серийное и штучное литейное производство.
Максимальные габаритные размеры обрабатываемых отливок, мм:
12,000x7,000x3,800
Производительность при выбивании стержней из отливок, т / ч:
для чугуна, стального литья до 18;
для алюминиевых отливок до 6.
Технологический процесс экологически безопасен.
Установки управляются с пультов дистанционного управления и работают как в автоматическом, так и в полуавтоматическом режиме.
Установка по очистке литья в работе
All rights reserved by Trakonta 1996 – 2021