|
|
Электрогидравлическая очистка литья
Среди разнообразных областей применения электрогидравлического эффекта в настоящее
время широкое применение получила электрогидравлическая очистка литья. Метод электрогидравлической
очистки как черного, так и цветного литья позволил решить множество проблем, связанных с этой наиболее
трудоемкой, немеханизированной и вредной для здоровья технологической операцией современного машиностроения.
Трудоемкость традиционных способов очистки составляет 25—30 % трудоемкости всего процесса литейного производства.
Применение электрогидравлического способа для очистки отливок от стержней и формовочных смесей полностью
устраняет ручной труд и пылеобразование на участках очистки литья, улучшает условия труда в литейных цехах, позволяет
высвободить от тяжелого и вредного труда тысячи рабочих.
Первые опыты по электрогидравлической очистке металлических поверхностей были проведены в 1953 г.,
а первая опытно-промышленная установка для электрогидравлической очистки литья была построена в 1959 г.
на станкостроительном заводе им. Я. М. Свердлова в Ленинграде (ныне ЛПСО им. Я. М. Свердлова).
Все действующие электрогидравлические установки для очистки литья принципиально однотипны и отличаются
друг от друга лишь по способу загрузки, выгрузки и перемещения отливок: тупиковые — при загрузке и выгрузке
с одной и той же стороны; проходные — при загрузке и выгрузке с разных сторон (используются в основном для
очистки мелких изделий, изготовляемых по выплавляемым моделям) и конвейерные установки. Эти установки предназначены
для очистки отливок массой от 25 до 5000 кг и более с расходом электроэнергии от 5 до 25 кВт-ч/т и средней
призводительностью от 1 до 15 т/ч.
Принципиальное электрогидравлическое устройство для очистки литья содержит рабочую заземленную ванну,
являющуюся отрицательным электродом, с размещенными в ней подвижными или неподвижными положительными электродами.
При этом искровой разряд может осуществляться как между положительным электродом и дном ванны, так и между положительным
электродом и очищаемым изделием. Возникающие в рабочей камере электрогидравлические удары производят работу по очистке
отливок от стержней и формовочных смесей.
Существует шесть основных типов установок для электрогидравлической очистки литья:
- 1) ванного типа—для очистки крупного литья массой до 50 т при мелкосерийном производстве;
- 2) конвейерного типа — для очистки мелкого и среднего литья массой до 1 т при крупносерийном производстве;
- 3) барабанного типа — для очистки мелкого литья при массовом выпуске отливок, сходных по массе и размерам;
- 4) типа «швабра» — для индивидуальной очистки очень крупных отливок массой более 50 т без погружения их в воду;
- 5) автоматического типа — для очистки небольших по размеру и массе, но сложных по конфигурации изделий в массовом производстве;
- 6) мониторного типа — для замены гидромониторных установок обычной очистки литья.
Каждый тип установки рассчитан на выполнение определенных задач и не является универсальным.
В установках первых пяти типов используют принцип механического действия мощных электрогидравлических ударов,
интенсивно отслаивающих все виды формовочных земель и составов от поверхности отливок и разрушающих стержни всех
типов в этих отливках. Работа установок 6-го типа основана на использовании импульсной абразивной струи,
выбрасываемой мощным электрогидравлическим насосом импульсного действия. В отличие от установок первых пяти типов,
слабо удаляющих пригар и поверхностную пленку окалины, установки мониторного типа легко удаляют пригар и пленку
окалины вплоть до снятия слоя металла с отливки.
Отметим, что при электрогидравлической очистке металл очищаемого изделия
практически не разрушается, если не считать, слабых следов «ожогов» от разрядов,
заметных только на гладкой или полированной поверхности. Однако, если изделие имеет
скрытые в нем и незаметные для глаза трещины, то вероятность.
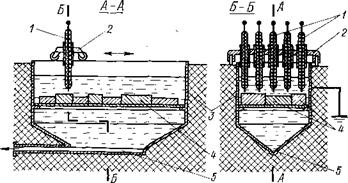 Рис. 1. Установка ванного типа для электрогидравлической очистки литья: ,
1— электроды; 2 — подвижная каретка; 3— корпус ванны; 4 — очищаемые отливки; 5 — лоток трубопровода
Рис. 1. Установка ванного типа для электрогидравлической очистки литья: ,
1— электроды; 2 — подвижная каретка; 3— корпус ванны; 4 — очищаемые отливки; 5 — лоток трубопровода
того, что оно расколется на части по этим трещинам, очень велика. Таким образом, практически при
электрогидравлической очистке добавочно осуществляется своеобразный технологический контроль качества изделий.
Электрогидравлическая установка ванного типа приведена на рис.1. В заглубленной до уровня пола
ванне необходимого объема, недалеко от ее дна, установлена сменная решетка, загружаемая вплотную в один слой
изделиями, подлежащими очистке. Пока одна решетка с изделиями чистится в ванне, вторая — выгружается, а третья
— загружается изделиями и готовится к погружению в ванну. Все процессы выгрузки, погрузки и перемещения решеток
совершаются средствами обычной цеховой механизации и никаких дополнительных устройств не требуют. Для загрузки
каждой решетки изделия подбираются группами по высоте так, чтобы колебания высоты не превышали 50—100 мм.
При размещении изделий на решетке необходимо предусмотреть, чтобы наибольшие отверстия изделий оказались бы снизу
(лежащими на решетке) и через них могли бы беспрепятственно высыпаться на дно ванны отстающая формовочная земля и
куски стержней.
Над ванной размещается перемещающийся над нею портал или кронштейн с кареткой, на котором укреплены
электроды. Разряды с электродов, следуя на отливки, лежащие на заземленной решетке, погруженной в ванну, создают
электрогидравлические удары, очищающие литье. Электродов на портале или кронштейне может быть много (когда ванна
широка или формовочный состав особо прочен) или только один, но тогда этому электроду, кроме прямого поступательного
движения вместе с порталом вдоль ванны, придают периодическое (вправо — влево) перемещение или покачивание поперек
ванны. Разрушение слоя формовочной земли, покрывающей отливку, осуществляется прежде всего действием кавитационных
гидравлических ударов, возникающих при захлопывании полостей. Основные гидравлические удары, возникающие при
расширении полостей, играют вспомогательную роль, удаляя с очищаемой поверхности уже отбитую формовочную землю
или отслаивая снизу уже растрескавшиеся ее слои.
Учитывая, что «пятно очистки», т. е. площадь на поверхности отливки, очищаемая одним
электрогидравлическим ударом, при обычных формовочных составах, как правило, имеет диаметр около 150—400 мм,
электроды на портале располагают друг от друга на расстояние, равное 300—400 мм. Если же электрод только один,
то скорость его движения вдоль портала подбирают таким образом, чтобы расстояние между двумя его проходами поперек
ванны составляло ту же величину.
Режим работы и скорость продольного перемещения портала подбирают так, чтобы за время одного полного перемещения портала
(или одиночного электрода) от одного конца ванны до другого весь цикл очистки был полностью закончен и литье могло бы идти на выгрузку.
В электрогидравлических установках конвейерного типа в ванне, расположенной под порталом с электродами, по конвейеру
беспрерывно движутся очищаемые отливки, полная очистка которых совершается за один проход. Оптимальная длина рабочего
искрового промежутка при выбранном режиме очистки имеет важное значение для эффективной работы установки, поэтому
необходимо подбирать отливки по высоте или вводить в конструкцию устройства регуляторы длины рабочего промежутка.
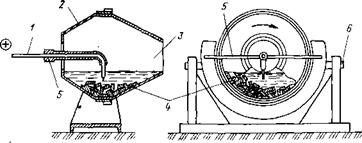 Рис. 2. Установка барабанного типа для электрогидравлической очистки литья:
1 — положительный электрод; 2— барабан; 3 — загрузочно-разгрузочное отверстие; 4 — очищаемые изделия;
5 — держатель электрода; 6 — ось наклона барабана
Рис. 2. Установка барабанного типа для электрогидравлической очистки литья:
1 — положительный электрод; 2— барабан; 3 — загрузочно-разгрузочное отверстие; 4 — очищаемые изделия;
5 — держатель электрода; 6 — ось наклона барабана
Очистка отливок по конвейерной схеме без выколачивания из их опок (т. е. вместе с ними) осуществляется
путем удлинения и объединения литейного конвейера с конвейером установки электрогидравлической очистки литья.
Формовочная земля под действием электрогидравлических ударов высвобождается из опок, отслаивается от литья и вместе
со стержневыми составами падает на дно конвейерной ванны, откуда грязевым насосом перекачивается на регенерацию,
промывку, рассев, просушку и затем без потерь возвращается в литейное производство.
Электрогидравлические установки барабанного типа периодического действия (рис.2) служат для очистки
мелкого литья черных и цветных металлов. При вращении барабана с насыпанными в него изделиями, подлежащими очистке,
каждое из них периодически попадает под действие электрогидравлических ударов от разрядов, возникающих с одного или
группы электродов, на массу изделий, расположенных под ними. Для очистки более крупных отливок внутренние стенки
барабана могут быть выполнены с ребрами. Вода, непрерывно поступающая в барабан, уносит разрушенные стержни и
формовочную землю, оставляя изделия чистыми.
Электрогидравлические установки барабанного типа периодического действия (рис.2) служат для очистки
мелкого литья черных и цветных металлов. При вращении барабана с насыпанными в него изделиями, подлежащими очистке,
каждое из них периодически попадает под действие электрогидравлических ударов от разрядов, возникающих с одного или
группы электродов, на массу изделий, расположенных под ними. Для очистки более крупных отливок внутренние стенки
барабана могут быть выполнены с ребрами. Вода, непрерывно поступающая в барабан, уносит разрушенные стержни и
формовочную землю, оставляя изделия чистыми.
После завершения очистки изделия подаются в транспортную тележку, а в барабан загружается для очистки
следующая партия изделий.
Для обеспечения нормальной работы установки необходимо соблюдать оптимальный объем загрузки, при котором
принятая, оптимальная для данного режима средняя длина рабочего искрового промежутка сохраняется стабильной. При
чрезмерном увеличении загрузки отливки могут закоротить рабочий искровой промежуток и работа устройства прекратится.
Установки типа «швабра» (рис. 3) предназначены для электрогидравлической очистки поверхностей больших
по массе (более 100—200 т) или размерам отливок и выполняются в виде чаши с одним или группой электродов внутри нее,
в которую при работе непрерывно подается вода, заполняющая полость чаши. Возникающие в чаше электрогидравлические
удары при перемещении устройства по отливке отслаивают загрязнения и очищают плоскости громоздких отливок.
Для удобства очистки отливки лучше всего устанавливать очищаемой стороной вверх, последовательно поворачивая их по
мере очистки. Управлять перемещением чаши по поверхности отливки легче всего c помощью манипулятора обычного типа.
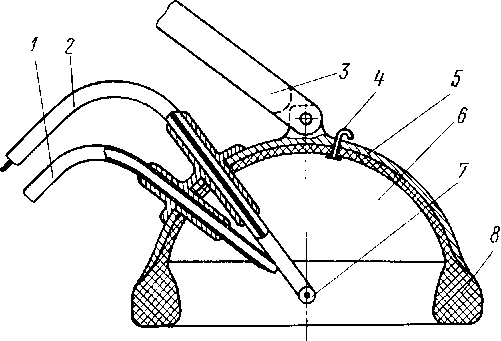 Рис. 3. Установка типа «швабра» для электрогидравлической очистки литья:
1 — шланг подачи воды; 2 — кабели электродов; 3 — рукоятка перемещения устройства; 4—газоотводной патрубок;
5 — корпус чаши; 6 — по - лость, заполненная водой; 7 — концы электродов в рабочем искровом промежутке;
8 — эластичная резиновая футеровка и обод чаши
Рис. 3. Установка типа «швабра» для электрогидравлической очистки литья:
1 — шланг подачи воды; 2 — кабели электродов; 3 — рукоятка перемещения устройства; 4—газоотводной патрубок;
5 — корпус чаши; 6 — по - лость, заполненная водой; 7 — концы электродов в рабочем искровом промежутке;
8 — эластичная резиновая футеровка и обод чаши
Разрушение стержней в таких крупногабаритных отливках осуществляется следующим образом. Отливка
устанавливается на грунтовом полу цеха очищаемой полостью вверх, а затем в нее с помощью манипулятора вводится
одиночный электрод с подачей воды через полость электрода. При обводе электрода по контуру стержня последний
освобождается от связи с отливкой и вынимается краном. Различные боковые отверстия, через которые может вытекать
вода, закрываются временными пробками и щитами. Вода в небольшом количестве, расходуемая на очистку таких отливок,
стекает в ближайший люк канализации. Формовочная земля и стержни остаются на месте и удаляются обычными транспортными
средствами. По мере очистки с одной стороны изделие поворачивается краном на другую сторону и очищается далее.
Установки автоматического типа предназначены для электрогидравлической очистки изделий, выпускаемых
большими партиями и обладающих рядом особенностей, делающих их очистку обычными средствами трудной или дорогостоящей.
В качестве примера могут быть названы отливки крыльчатки автомобильного центробежного насоса с их сложными
криволинейными внутренними полостями, электрогидравлическая очистка которых выполняется за 5—6 с и может быть
автоматизирована.
Электрогидравлические установки мониторного типа могут с успехом заменить существующие менее
производительные, установки для обычной гидроочистки литья. При этом замене подлежит лишь меньшая часть установки:
гидромониторы обычной установки гидроочистки литья заменяются на электрогидравлические мониторы. Импульсная струя
периодически выбрасывается из удлиненного сопла такого монитора и встречает на своем пути преграду, состоящую из
старой формовочной земли и другого абразивного материала, постоянно и автоматически поступающего из бункера, который
размещен над соплом монитора. Двигаясь по соплу, струя увлекает абразивный материал за собой и с силой выбрасывает
его на отливку. В результате отливка интенсивно освобождается от формовочной земли, пригара и других загрязнений.
Электрогидравлическая очистка протяженных изделий, например проката, проволоки, рельсов, может
осуществляться в устройствах, выполненных в виде ванны, заполненной водой с абразивными добавками.
В ванне расположены разрядники, снабженные отражателями. Прокат или другие изделия, непрерывно проходя
через такую ванну, интенсивно очищаются в ней от разного рода загрязнений.
Непрерывная очистка длинномерных изделий может осуществляться и в электрогидравлических установках
небольших размеров. Для этого в противоположных стенках рабочей камеры сделаны отверстия со съемными уплотнениями
по форме очищаемых изделий, сквозь которые непрерывно проходит очищаемое изделие (рис.4.). Между электродами,
размещенными в камере по периметру очищаемого изделия, и самим изделием непрерывно
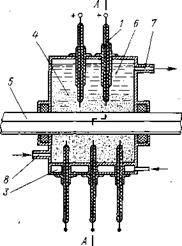 Рис. 4.6. Установка для непрерывной электрогидравлической очистки проката в кипящем слое:
1 — электрод; 2 — корпус устройства; 3 — полость для подачи воздуха; 4 — рабочая жидкость — вода
с абразивом в кипящем слое; 5 — очищаемое изделие; 6— рабочая жидкость выше кипящего слоя; 7 — отвод воды
со взвесью очищеииой окалииы; 8 — подача рабочей жидкости
Рис. 4.6. Установка для непрерывной электрогидравлической очистки проката в кипящем слое:
1 — электрод; 2 — корпус устройства; 3 — полость для подачи воздуха; 4 — рабочая жидкость — вода
с абразивом в кипящем слое; 5 — очищаемое изделие; 6— рабочая жидкость выше кипящего слоя; 7 — отвод воды
со взвесью очищеииой окалииы; 8 — подача рабочей жидкости
Интенсивность очистки изделий на электрогидравлических установках всех типов можно повысить, если
вводить в рабочую жидкость абразив и подавать через патрубки и отверстия в дне камеры воздух или воду для создания
вокруг изделия «кипящего слоя».
Разработан метод, позволяющий осуществлять очистку литья не только от пригара, но и очистку самых
разнообразных поверхностей изделий от всех видов покрывающих их загрязнений, налипаний, обрастаний, краски,
окалины, ржавчины со сглаживанием неровностей на этих поверхностях. Метод основан на использовании предложенного
способа получения коллоидов металлов и может быть осуществлен для очистки каких-либо стандартных изделий
(всех видов проката, проволоки, листов, рельсов), а также мелких (массой до 1 кг) изделий, в том числе и отливок.
Сущность метода заключается в следующем. В ванну, заполненную жидкостью, непрерывно поступают очищаемые
изделия и засыпаются мелкие металлические опилки, а затем через перфорированное дно ванны подается вода или
продувается воздух. В результате в ванне создаются условия «кипящего слоя». Импульсы тока (а в некоторых случаях
и обычный переменный ток промышленной частоты) подаются на стенки ванны и изделие. Между частицами опилок и изделием,
контактирующим с ними, возникает множество микроскопических разрядов, превращающих верхний слой изделия
(и особенно разного рода выступы на нем) в коллоидное вещество. Для того чтобы металлические частицы распределялись
в жидкости равномерно и не слипались между собой, в жидкость одновременно вводятся непроводящие частицы, например
стружки или опилки дерева, полиэтилена и т. д. В результате изделие, проходя сквозь ванну, интенсивно очищается
не только от всех видов загрязнений, но по сути дела и от своего поверхностного слоя. По этой причине стенки ванны
необходимо выполнять (или футеровать) из какого-либо тугоплавкого вещества (например, твердого сплава, графита).
Электрогидравлическая установка, использующая этот метод, напоминает электрогидравлическую установку
для получения коллоидов металлов и состоит из ванны с перфорированным дном и патрубками для ввода и вывода рабочей
жидкости (или газа), в которую погружен конвейер с закрепленными на нем очищаемыми изделиями. Процесс очистки может
быть интенсифицирован, например, непрерывным вращением закрепленных на конвейере изделий.
Для очистки мелких изделий сложной конфигурации массой до 10 кг значительный интерес представляет
очистка методом «воздушной кавитации». Конвейерные установки для электрогидравлической очистки изделий этим методом
выполняют в виде ванны с электродами, размещенными неглубоко под поверхностью воды. Сетчатый конвейер,
несущий изделия, проходит как под электродами, где изделия очищаются общим для всех типов установок действием
электрогидравлических ударов, так и над слоем воды, где изделия очищаются методом «воздушной кавитации».
При этом вылетающие вверх массы жидкости, ударяясь об изделия, очищают их поверхность от разного рода покрытий
или загрязнений, а удары масс воды интенсивно переворачивают мелкие изделия, подставляя их неочищенными сторонами
под новые удары воды, выбрасываемой электрогидравлическими ударами.
Для повышения эффективности очистки этим методом рационально использовать способ утяжеления жидкости или
ввести в состав жидкости какой-либо абразив.
При осуществлении различных вариантов электрогидравлической очистки могут быть использованы и
другие методы, расширяющие возможность использования электрогидравлического эффекта: радиактивный или лазерный
поджиг разряда, а также метод теплового взрыва.
Также с целью повышения эффективности очистки отливок рекомендуется перед электрогидравлической
обработкой стержневые и формовочные смеси насыщать влагой (так как пористые материалы, к которым они относятся,
по мере увеличения содержания влаги теряют свою прочность). Кроме того, поскольку стержневые и формовочные смеси
имеют многочисленные поры, то разряд, проходя через наполненные воздухом поры до тела отливки, создает не
электрогидравлический, а только электропневматический удар, механический КПД которого в 800 раз ниже КПД
электрогидравлического удара (по разнице плотностей воздуха и воды). Поэтому в начале очистки, пока формовочная
земля и стержни отливки еще не пропитались водой, большинство разрядов имеют низкое значение механического КПД.
Снижение механической прочности стержневых и формовочных смесей в результате насыщения их влагой перед
электрогидравлической обработкой повысит механический КПД разрядов на начальной стадии очистки отливок,
чем значительно улучшит технико-экономические показатели процесса в целом.
Электрогидравлическая очистка может быть рекомендована не только для обычного или прецизионного литья,
но и для очистки материалов от самых разнообразных загрязнений (например, масложировых). Очистку здесь следует вести
в ванне, заполненной каким-либо «мягким абразивом» (древесными или пластмассовыми опилками, которые, интенсивно
перемещаясь вместе с жидкостью при каждом электрогидравлическом ударе, эффективно очищают изделия или объекты).
|